


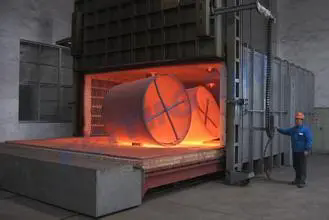
工件变形是工业设备热处理过程中常见的问题,严重影响设备的装配精度与运行性能。工件的形状与尺寸对变形量有显著影响。形状复杂、壁厚不均匀的工件,在加热与冷却过程中,由于各部位热传递速率不同,容易产生较大的热应力,导致变形。例如,带有深孔、薄壁结构的箱体类零件,在热处理时孔壁与外壁的冷却速度差异大,易造成孔的变形与箱体整体扭曲。
热处理工艺参数的选择直接关系到变形量的大小。加热速度过快,工件内外温差急剧增大,热应力迅速产生,易引发变形。冷却速度不均匀,如淬火时工件部分区域冷却过快,部分区域冷却过慢,也会导致变形。为有效控制变形,在工件设计阶段,优化结构设计,尽量使壁厚均匀,减少应力集中区域。

在热处理工艺制定时,采用缓慢加热、分段加热的方式,减小热应力。选择合适的冷却介质与冷却方式,如采用分级淬火、等温淬火等,使工件冷却均匀。同时,利用工装夹具在热处理过程中对工件进行合理约束与支撑,限制变形方向。
厂家、西安工业设备热处理公司拥有丰富的经验与专业技术,能够在工业设备热处理过程中,精准控制工件变形量,满足客户对高精度工件的需求。
工件变形是工业设备热处理过程中常见的问题,严重影响设备的装配精度与运行性能。工件的形状与尺寸对变形量有显著影响。形状复杂、壁厚不均匀的工件,在加热与冷却过程中,由于各部位热传递速率不同,容易产生较大的热应力,导致变形。例如,带有深孔、薄壁结构的箱体类零件,在热处理时孔壁与外壁的冷却速度差异大,易造成孔的变形与箱体整体扭曲。
热处理工艺参数的选择直接关系到变形量的大小。加热速度过快,工件内外温差急剧增大,热应力迅速产生,易引发变形。冷却速度不均匀,如淬火时工件部分区域冷却过快,部分区域冷却过慢,也会导致变形。为有效控制变形,在工件设计阶段,优化结构设计,尽量使壁厚均匀,减少应力集中区域。
在热处理工艺制定时,采用缓慢加热、分段加热的方式,减小热应力。选择合适的冷却介质与冷却方式,如采用分级淬火、等温淬火等,使工件冷却均匀。同时,利用工装夹具在热处理过程中对工件进行合理约束与支撑,限制变形方向。
厂家、西安工业设备热处理公司拥有丰富的经验与专业技术,能够在工业设备热处理过程中,精准控制工件变形量,满足客户对高精度工件的需求。

















 陕公网安备 61019002002209号
陕公网安备 61019002002209号


